Estoy comenzando a usar este filamento PLA Eryone para mis impresiones en color blanco. De momento se está comportando bastante bien. Los resultados son consistentes y es bastante tolerante a la temperatura de impresión. Yo suelo imprimir a 0.20mm de altura de capa y 50mm/s de velocidad. La punta que uso es de 0.40mm de diámetro, la que venía de serie con mi Anycubic i3 Mega. Todas estas pruebas llevan horas de trabajo. Si vas a comprarlo te agradecería que lo hicieras (sin que a ti te cueste ni un céntimo más) usando los enlaces de mi página.
Olores del PLA
El filamento no desprende olores molestos, habiéndolo probado a temperaturas entre 230ºC y 175ºC.
Color resultante
El blanco es bastante natural, no es brillante pero tampoco se acerca al color hueso de algunos filamentos. El color es fiel a las fotos que podemos encontrar AQUI.
Calidad de bobinado
La bobina viene bien enrollada, las vueltas no se pisan entre sí y la bobina rota bien sobre mi soporte original de la impresora. El diámetro del orificio interior es medio, por lo que las últimas vueltas tendrán mayor tendencia a retorcerse al ir acabando el rollo.
La bobina no tiene muescas por las que pueda meterse el filamento cuando va girando en el soporte. Esto es importante para que no acabemos con una bobina en el suelo por un enredo accidental.null
Pruebas de impresión del filamento PLA Eryone blanco
Temp Tower
Se trata de una impresión de una torre en la que cada altura se imprime a una temperatura diferente. Sirve para ver a partir de que temperatura podemos sufrir suib-extrusión a una velocidad determinada
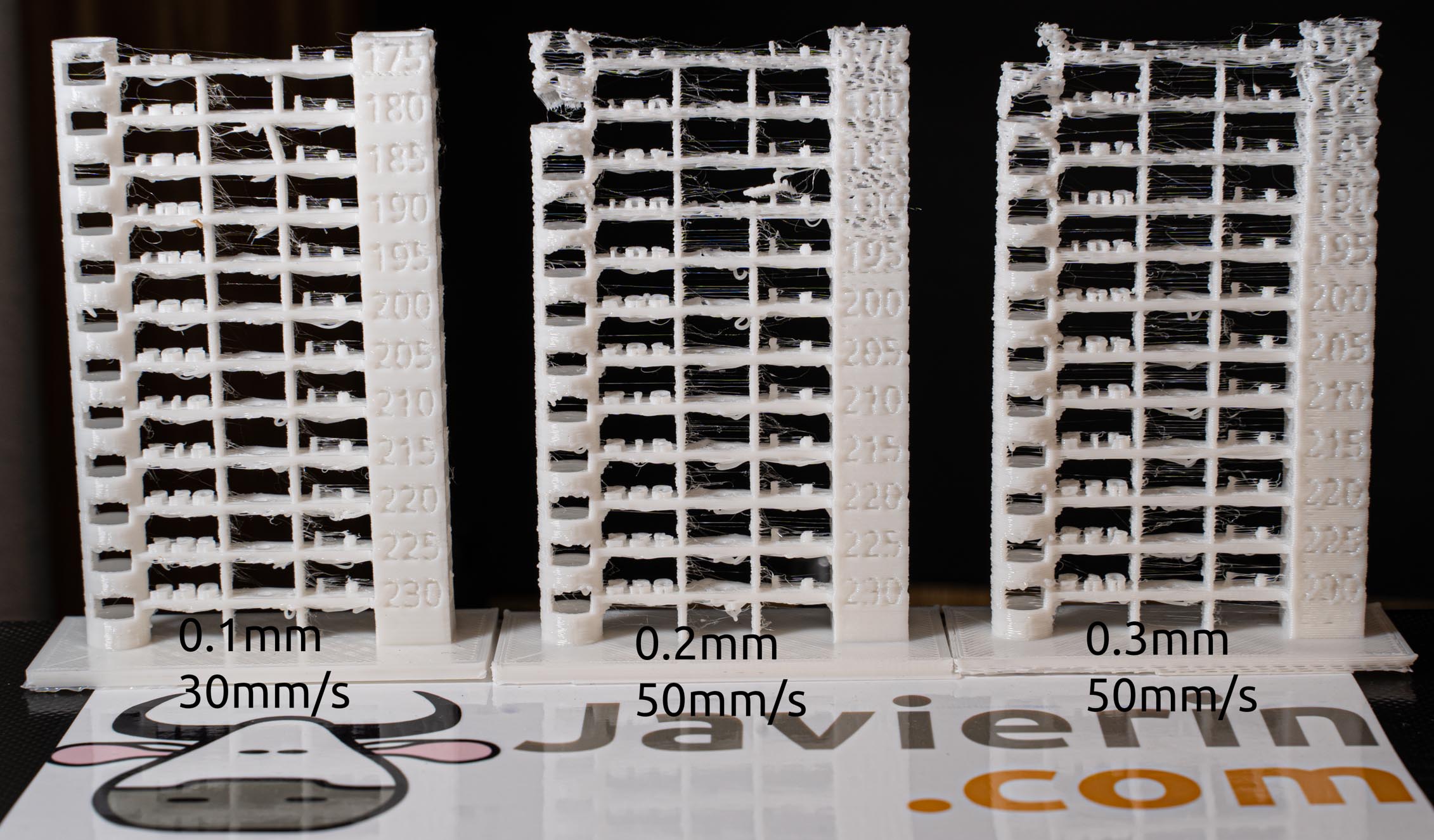
Podemos ver como imprimiendo a 0.1mm de altura de capa y despacito, la calidad es buena. Si se va a usar 0.1mm de altura de capa recomiendo subir la velocidad a 0.5mm/s para tener menos problemas de hilos.
A 0.2mm, no recomiendo imprimir por debajo de 195ºC como mínimo ya que tendremos problemas de flujo de filamento por estar poco caliente.
Para 0.3mm de altura de capa, casi diría que no recomiendo nada por debajo de 200ºC y no subir de 50mm/s como máximo.
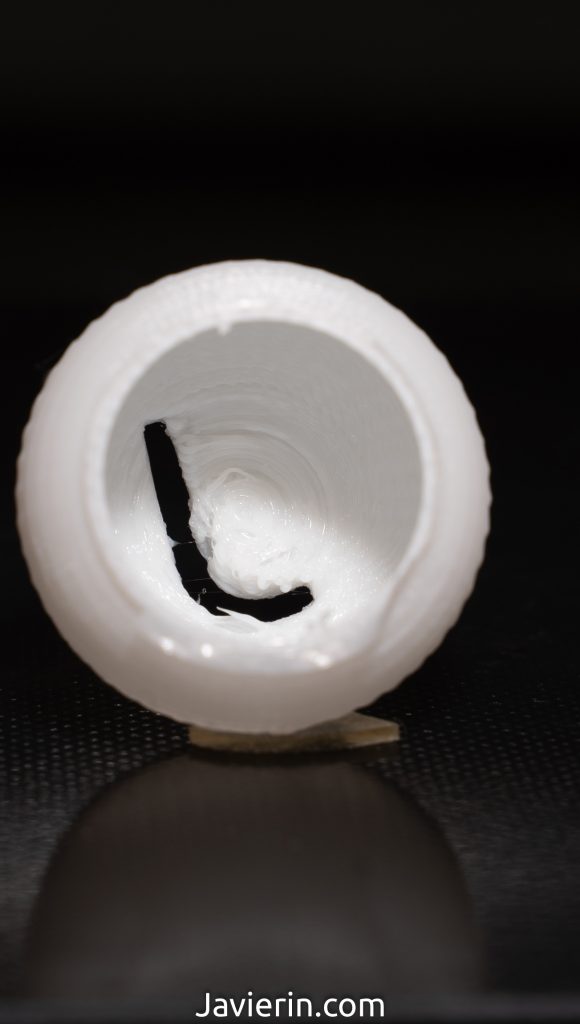
Las esferas
He hecho unas pruebas de impresión de unas esferas sin relleno y con un agujero en la parte superior que debe auto soportarse mientras se imprime.
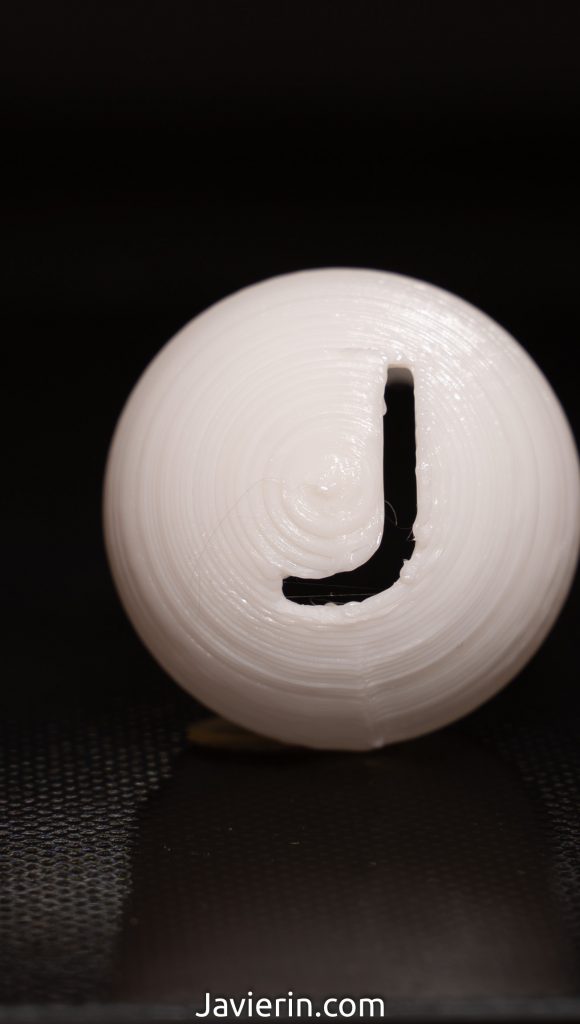
Prueba a 0.1mm y 200ºC
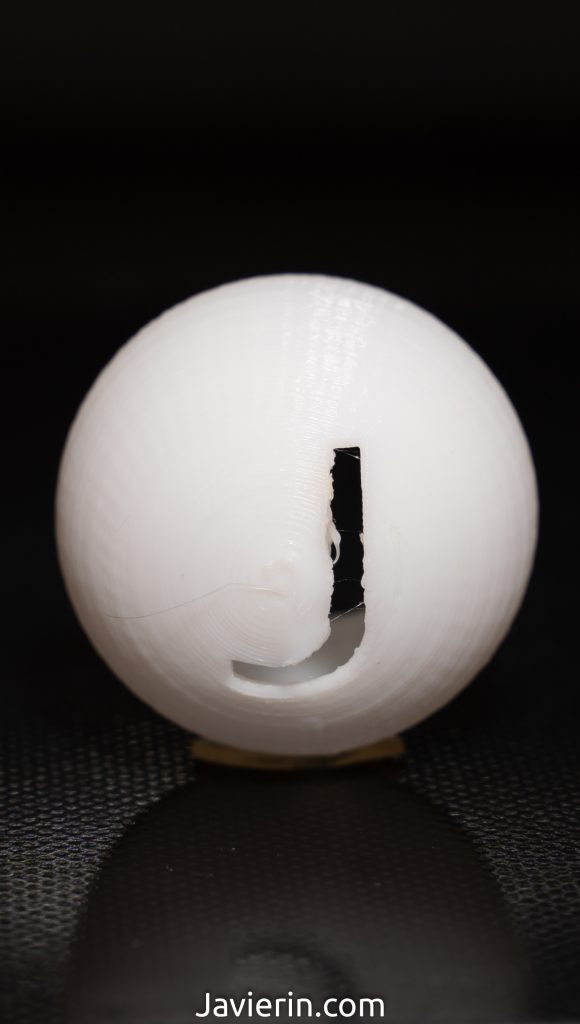

A 0.1mm y 60mm/s los resultados son muy buenos salvando alguna imperfección en la letra jota troquelada en la superficie. Resulta sencillo de lijar en post procesado.


Igualmente, a 0.1mm y 40mm/s de velocidad, los resultados son similares. Con el filamento Eryone PLA, si buscamos la mayor resolución, no vale la pena reducir mucho la velocidad.
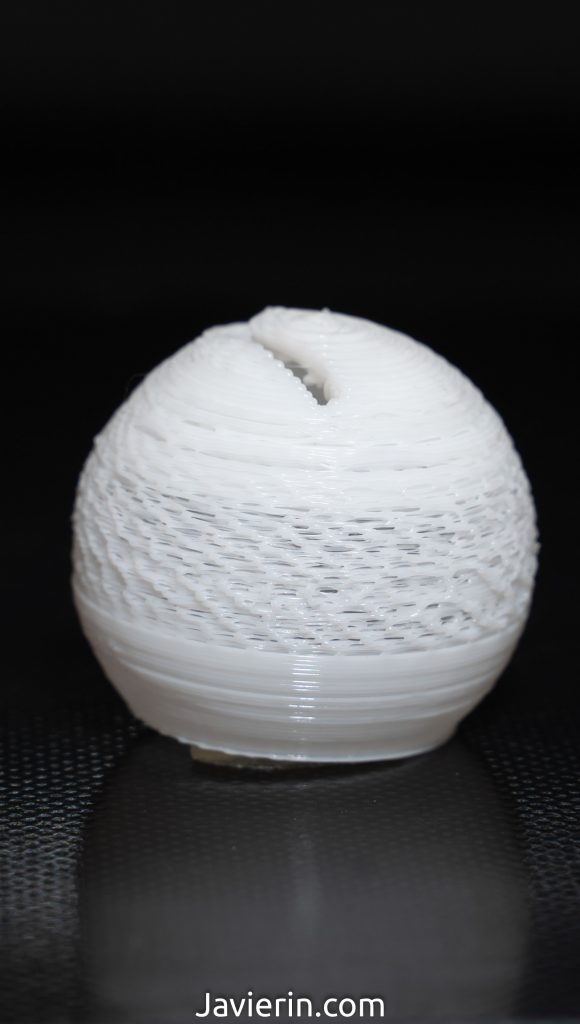
Hice una última prueba a 0.1mm y 100mm/s de velocidad para ver que tal respondía. Los resultados muestran ondulaciones en las partes en que la impresora rellenaba en zig zag las partes centrales que eran un poco más gruesas. No recomiendo subir tan alta la velocidad.


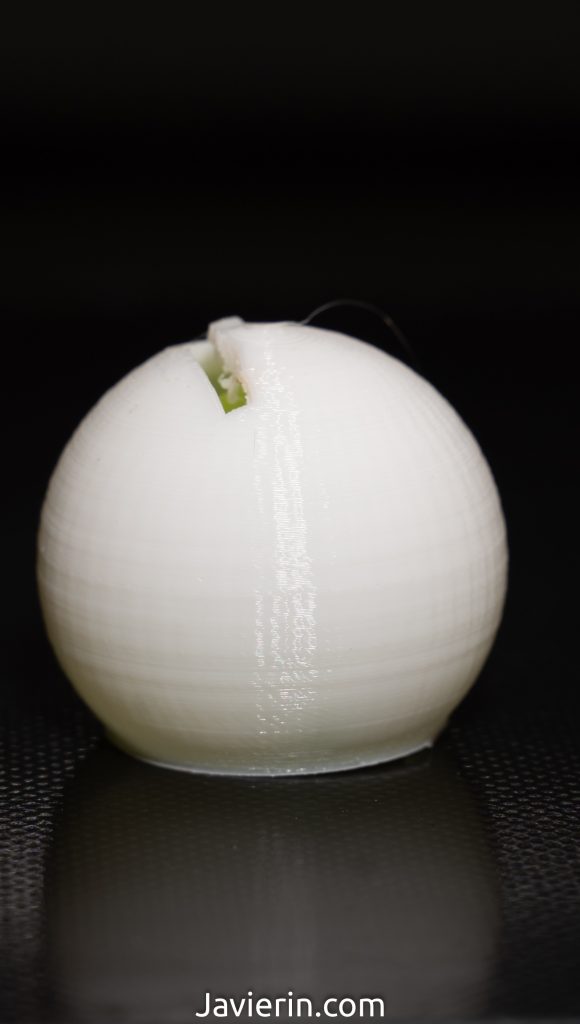
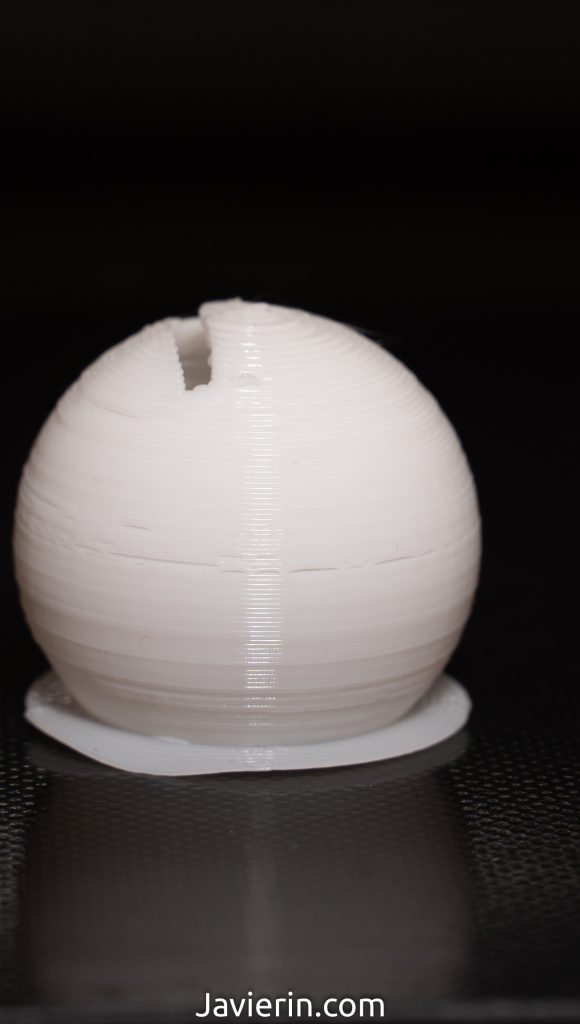
Prueba a 0.2mm y 200ºC
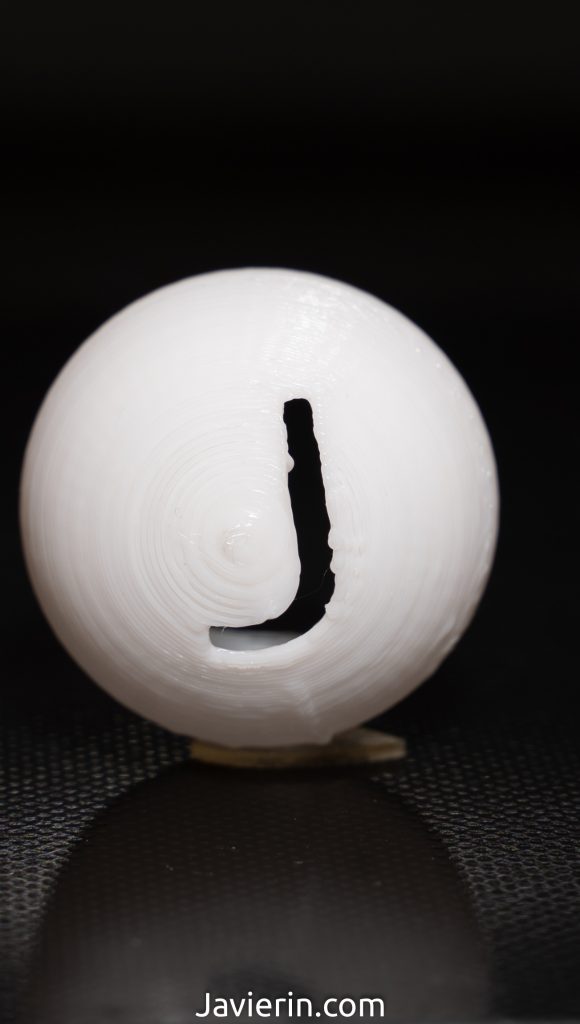

A 0.2mm y 60mm/s, el acabado es bastante bueno pero podemos ver lo que comentaba anteriormente en la torre de temperaturas. Con los valores por defecto que suelo usar de 200ºC para PLA, se puede apreciar un poco de sub-extrusión en la zona media de la foto lateral de la esfera. Si queremos imprimir a 0.2mm y 60mm/s recomiendo subir la temperatura a 205ºC o 210ºC


A 0.2mm de altura y 40mm/s no hay sub extrusión cuando imprimimos a la temperatura por defecto de 200ºC que tengo configurada para PLA. El resultado es bueno y precisa un simple rematado.
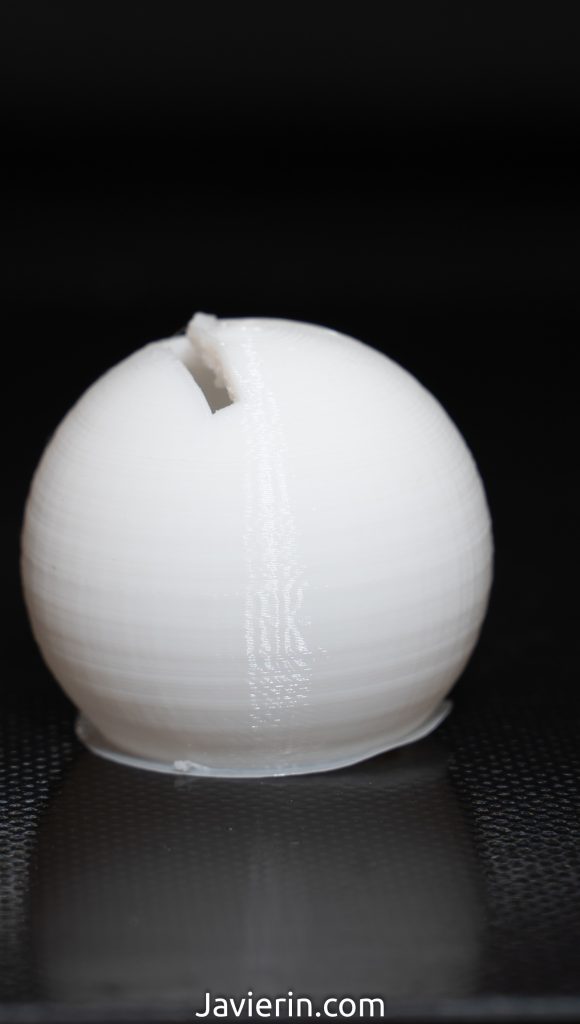
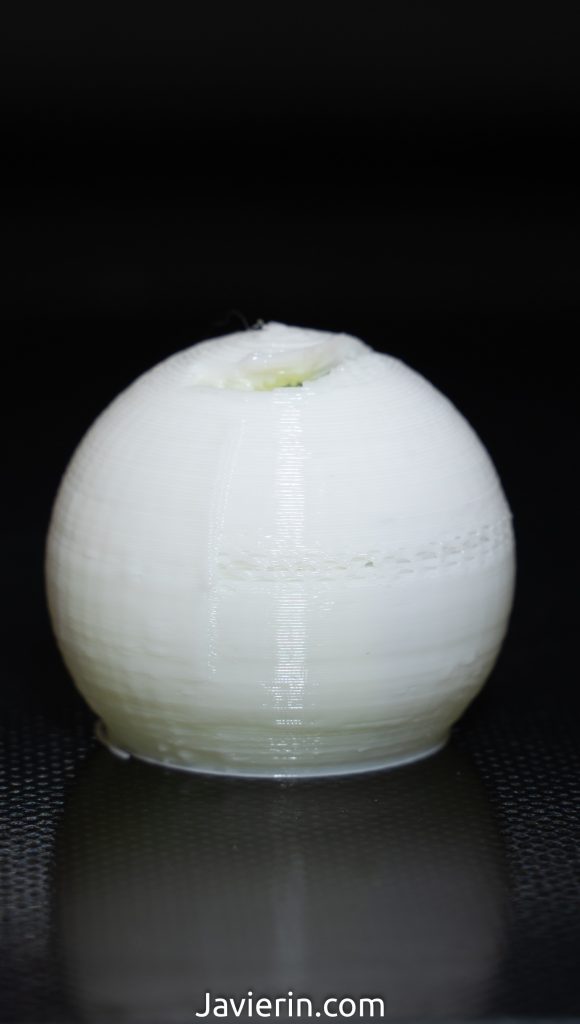
Prueba a 0.3mm de capa y 200ºC
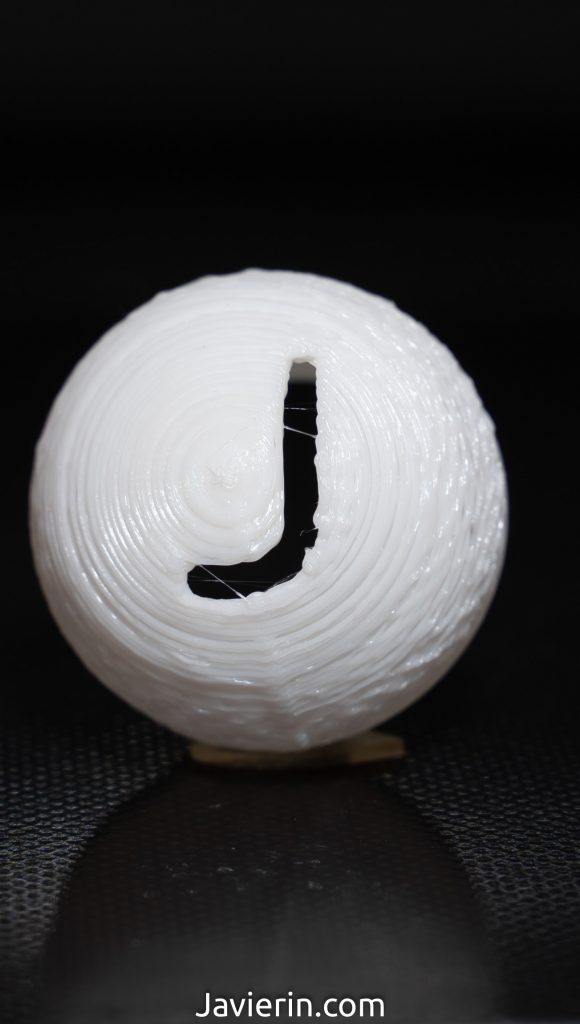

Como comentaba en la prueba de la torre de temperatura, si queremos imprimir con este filamento PLA Eryone a 0.3mm de altura, deberemos o bien hacerlo a una velocidad por debajo de 50mm/s o bien subir la temperatura o meter mas flujo de material a la boquilla. El acabado es tosco y casi no apto para pruebas. Sub extrusión severa en la parte central de la esfera y mala adherencia en las capas superiores.

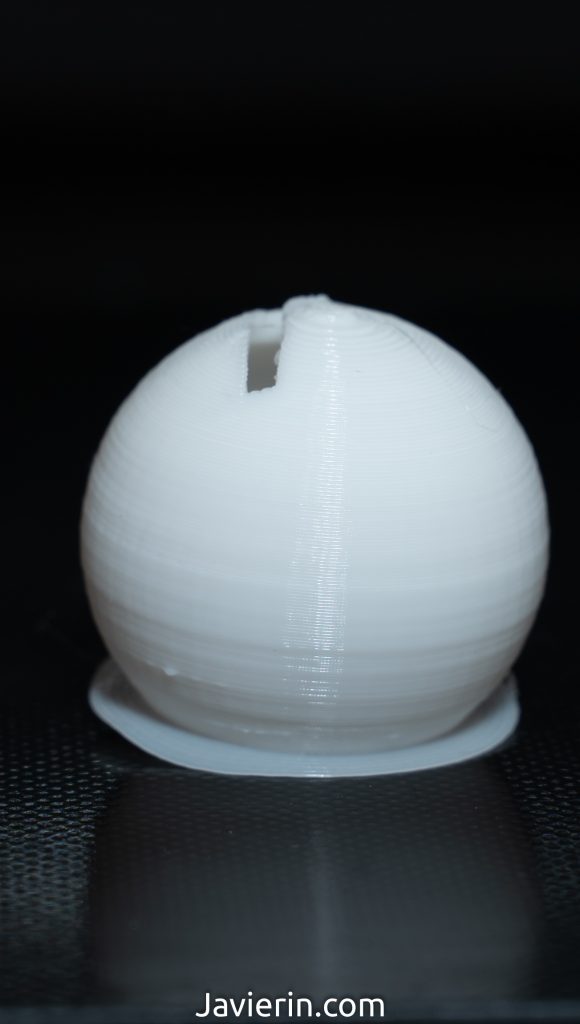
La cosa cambia radicalmente cuando bajamos la velocidad a 40mm/s. En esta velocidad, la altura de capa de 0.3mm funciona a la perfección para una configuración de 200ºC
Temperaturas de impresión recomendadas para el filamento Eryone PLA
Mis recomendaciones para imprimir con el filamento PLA Eryone son las siguientes:
- Imprimiendo a 0.1mm de altura de capa, 205ºC, podemos subir la velocidad a 60mm/s sin comprometer las paredes del objeto impreso.
- Configurando 0.2mm de altura de capa, recomiendo también los 205ºC, no superando los 60mm/s.
- Imprimiendo a 0.3mm de altura de capa, 205-210ºC. No recomiendo superar los 40-50mm/s salvo que configuremos un mayor flujo de material en el extrusor.
Burbujas e imperfecciones
No he experimentado burbujas, bultos ni defectos en el acabado reseñables. Los únicos problemas que he tenido ha sido sub-extrusión cuando he configurado una altura de capa muy elevada a 200ºC porque por la punta no salía suficiente material. Esto puede arreglarse aumentando la temperatura de impresión y el flujo de material.
Resultado
Estoy muy contento con el PLA de Eryone, el color blanco es el que uso normalmente para hacer mis bocetos y pruebas, pero sin duda podría utilizarlo para impresiones finales sin ningún problema. De precio siempre está en la línea o un poco por debajo de otros PLA de otras marcas, así que la relación calidad-precio es buena. Desde luego, mucho mejor que el PLA de Anycubic. Puedes encontrar el filamento de Eryone AQUI. Todas estas pruebas llevan horas de trabajo. Si vas a comprarlo te agradecería que lo hicieras (sin que a ti te cueste ni un céntimo más) usando los enlaces de mi página.