Filamento PLA y tipos de filamento para impresora 3D
Si acabas de abrir tu primera impresora 3D, lo primero que necesitas entender es qué diferencia al PLA del PETG, del ABS o del TPU. Esta guía te explica cada material sin rodeos y con los límites reales sobre la mesa.
La bobina que viene con tu impresora
Acabas de montar tu primera impresora 3D, o todavía estás desempaquetando. En algún momento aparece una bobina con la etiqueta «PLA» y nadie te ha explicado qué es eso ni por qué viene incluida. Si has intentado buscar en foros, probablemente ya te hayas topado con siglas como PETG, ABS o TPU, y la sensación de que todo el mundo lo sabe menos tú.
El problema no es que sea complicado, sino que nadie lo explica desde cero. La mayoría de guías asumen que ya sabes la diferencia entre un termoplástico y un filamento flexible, o que tienes claro cuándo necesitas resistencia térmica y cuándo te basta con algo que quede bonito. Spoiler: cuando empiezas, eso no lo sabe nadie.
En este post vas a entender qué es el PLA, por qué es el punto de partida lógico para casi cualquier impresora de escritorio, y cuándo tiene sentido plantearse cambiar a otro material. No vas a salir de aquí con el currículum de un ingeniero de materiales, pero sí con criterio suficiente para elegir filamento sin depender de lo que diga el primero que conteste en el foro.
Por qué importa
PLA no es petróleo
Se fabrica a partir de almidón de maíz o caña de azúcar. Compostable industrialmente, no en casa ni en vertedero.
El calor es su límite
La HDT del PLA genérico ronda los 50-60°C: nada de piezas en el coche o al sol directo en verano.
PETG, ABS, ASA, Nylon
Cada material cubre un hueco: PETG aguanta más temperatura, ABS pide recinto, ASA es para exteriores, Nylon necesita caja seca.
1,75 mm, el estándar
La mayoría de impresoras de escritorio usan filamento de 1,75 mm. Comprueba tu modelo antes de comprar: existe 2,85 mm pero es minoritario.
PLA: el filamento con el que probablemente empezarás
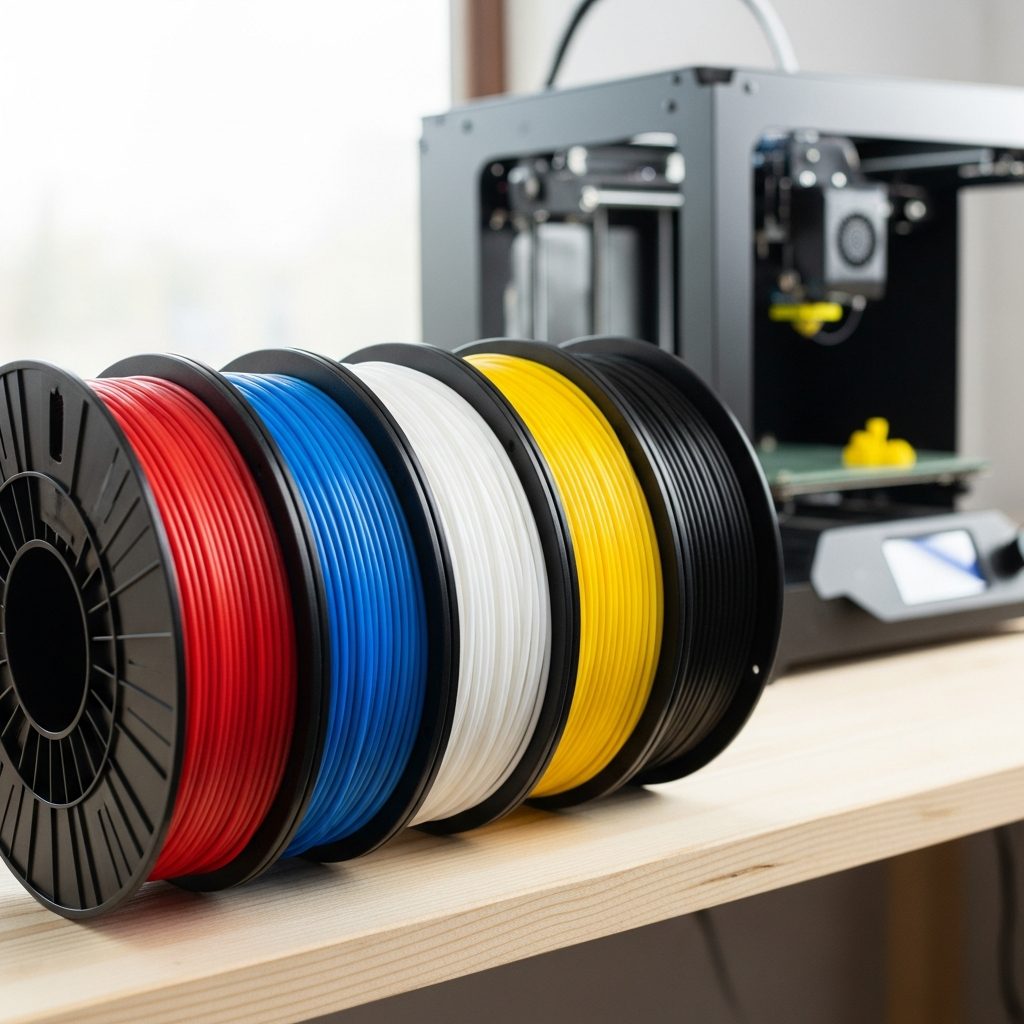
El PLA (ácido poliláctico) es el filamento más común en impresoras de escritorio y el que suele venir en el carrete de muestra que acompaña a muchas máquinas. No es casualidad: es fácil de imprimir, no exige temperatura de cama muy alta y huele razonablemente bien mientras imprime.
Lo que no todo el mundo sabe es que el PLA no viene del petróleo. Se fabrica a partir de almidón de maíz o caña de azúcar, lo que le da ese halo de material más sostenible. El origen vegetal es real; las condiciones reales de reciclaje son más complicadas, pero de eso hablamos en la sección siguiente.
El diámetro estándar en prácticamente toda impresora de escritorio actual es 1,75 mm. Existe el 2,85 mm, pero es una minoría que encontrarás sobre todo en impresoras más antiguas o en algunos modelos de gama profesional. Revisa las especificaciones de tu máquina antes de pedir un carrete.
La primera semana con mi impresora la pasé entera con un carrete de PLA blanco genérico. Cometí todos los errores posibles y la máquina aguantó el tipo. Ese margen de error es el valor real del PLA para empezar.
Lo que el PLA no te cuenta en la caja
El PLA tiene un punto débil importante que conviene conocer antes de imprimir el soporte para el salpicadero del coche o el organizador que va junto a la ventana: su temperatura de deflexión térmica (HDT) ronda los 50-60°C en la variante genérica. En la práctica, eso significa que una pieza al sol de verano o dentro de un coche aparcado puede deformarse sin avisar.
Existen variantes PLA+ con formulaciones mejoradas que pueden llegar a 70-80°C de HDT según el fabricante, pero aun así no son la elección obvia para piezas expuestas a calor continuado.
El mito del PLA biodegradable
El PLA es compostable industrialmente, no biodegradable en condiciones domésticas ni en el vertedero. Para que se descomponga hace falta temperatura y humedad controlada en instalaciones específicas. Si lo tiras a la basura orgánica o lo entierras en el jardín, va a seguir ahí durante mucho tiempo. No es un residuo verde sin más.
La humedad también importa
El PLA es menos higroscópico que otros filamentos técnicos, pero no es inmune. Dejarlo al aire durante semanas puede hacer que absorba suficiente humedad como para producir burbujas, hilos finos o pérdida de resistencia al imprimir. La solución es sencilla: guárdalo en bolsa sellada con una o dos bolsitas de sílica gel cuando no lo uses.
PETG: cuando el PLA se queda corto
El PETG es el paso natural cuando el PLA ya no da la talla para lo que necesitas imprimir. Combina una impresión relativamente accesible con mejor resistencia química y térmica, y una flexibilidad ligera que lo hace menos frágil ante impactos.
Lo que no es cierto es que sea igual de fácil que el PLA. El PETG tiene sus propias particularidades y hay que dedicarle tiempo de calibración antes de sacarle partido de verdad.
Lo que hace bien el PETG
- Mejor tolerancia al calor que el PLA genérico (HDT típica 70-80°C según formulación)
- Resistencia química aceptable frente a aceites y algunos disolventes suaves
- Menos frágil en impacto que el PLA estándar
- No requiere recinto cerrado en la mayoría de impresoras
Lo que te va a costar ajustar
- Stringing: el PETG tiene tendencia a dejar hilos entre partes separadas si la retracción no está bien calibrada
- Adhesión excesiva a la cama: puede pegarse demasiado a algunas superficies; una capa fina de laca o un separador específico ayudan
- Temperatura de boquilla más alta: el rango orientativo es 230-250°C, más exigente que el PLA
Si vas a imprimir piezas para el exterior del coche, soportes cerca de una ventana o cualquier cosa que vaya a ver calor moderado de forma habitual, el PETG es una elección mucho más sensata que el PLA. Pero dale un par de pruebas de calibración antes de dar el proyecto por bueno.
ABS y ASA: materiales para entornos exigentes
El ABS fue durante años el filamento serio antes de que el PETG lo desbancara en muchos casos de uso. Aguanta bien el calor, es mecanizable y se puede pegar o alisar con acetona. El problema es que imprimirlo correctamente tiene más miga que el PLA o el PETG.
ABS: lo que tienes que saber antes de empezar
El ABS necesita recinto cerrado para evitar el warping. La diferencia de temperatura entre las capas superiores e inferiores hace que la pieza se curve o se desprenda de la cama si hay corrientes de aire. Además, emite vapores de estireno durante la impresión que requieren buena ventilación. No es un material para imprimir en un cuarto pequeño sin extracción de aire.
Temperaturas orientativas: boquilla en el rango 220-250°C, cama a 100-110°C. Como siempre, varían según marca, color y extrusor concreto.
Intenté imprimir ABS sin recinto en mi primera impresora abierta. El resultado fue una colección de piezas arqueadas que servían más como arte abstracto que como piezas funcionales. Recinto o nada.
ASA: ABS con resistencia UV real
El ASA es químicamente similar al ABS pero con una resistencia a los rayos UV muy superior, pensado específicamente para uso prolongado en exteriores. Si necesitas imprimir algo que va a estar al sol de forma continuada (carcasas para electrónica de jardín, soportes en azotea, señalización exterior), el ASA es la elección más coherente de los dos.
Los requisitos de impresión son parecidos al ABS: recinto cerrado recomendable y ventilación adecuada. No es un filamento para empezar, pero tampoco es imposible si la impresora está preparada para ello.
TPU: cuando la pieza tiene que doblar sin romperse
El TPU (poliuretano termoplástico) es el filamento flexible por excelencia. Sirve para juntas, fundas protectoras, ruedas, amortiguadores, protectores de esquinas… cualquier pieza que necesite ceder antes de romperse.
La dureza se mide en escala Shore A. La variante 95A es la más habitual en impresoras de escritorio: flexible pero con cuerpo suficiente para imprimir con cierta facilidad. Cuanto más bajo el número Shore, más blando el material y más exigente la impresión.
Compatibilidad con tu extrusor
El TPU no es igual de amigable en todos los extrusores. Con extrusor directo (el motor justo encima del hotend) funciona bastante bien. Con Bowden (motor alejado, filamento viajando por un tubo), la flexibilidad del material puede causar atascos y alimentación irregular. No es imposible, pero requiere velocidades más bajas y algo de paciencia extra.
- Velocidad recomendada: lenta, 20-35 mm/s como punto de partida
- Retracción: mínima o nula para evitar atascos en el hotend
- Temperatura de boquilla: rango orientativo 220-240°C, varía según formulación
Nylon y filamentos técnicos: cuando el proyecto lo requiere
El Nylon (poliamida, PA) ofrece una combinación de resistencia mecánica, cierta flexibilidad y aguante a la abrasión difícil de igualar entre los filamentos más accesibles. Es el material de muchas piezas de ingeniería impresas en impresoras de escritorio.
El problema principal es su altísima higroscopicidad: absorbe humedad del ambiente con rapidez y de forma notable. Filamento húmedo equivale a impresión con burbujas, hilos y pérdida seria de resistencia. Hay que almacenarlo siempre sellado con desecante y, si es posible, imprimirlo directamente desde una caja seca (dry box) con el carrete dentro mientras trabaja la impresora.
Otros filamentos que verás en el mercado
Más allá del PLA, PETG, ABS, ASA, TPU y Nylon, hay otros materiales con usos específicos que vale la pena conocer aunque no sean el primer paso:
- PLA-CF / PETG-CF: compuestos con fibra de carbono corta, más rígidos y con mejor acabado superficial. Requieren boquillas endurecidas porque la fibra es abrasiva.
- PC (policarbonato): muy resistente al impacto y al calor, pero necesita temperaturas altas (boquilla en rango 260-310°C) y recinto cerrado. Exigente.
- PVA / HIPS: filamentos de soporte solubles en agua o limoneno respectivamente, útiles en impresoras con doble extrusor para soportes que luego desaparecen.
- PAHT-CF: nylon con fibra de carbono y alta temperatura, para piezas técnicas muy exigentes. Territorio avanzado.
Para una primera impresora, la mayoría de estos materiales están fuera de lugar hasta que tienes bien calibrada la máquina con PLA y PETG. La curva de aprendizaje con esos dos ya da para rato antes de meterse en terreno más técnico.
Preguntas frecuentes
Q: ¿Vale el PLA para piezas que van al coche?
A: En general, no. El PLA genérico empieza a deformarse a partir de 50-60°C, y el interior de un coche aparcado al sol puede superar fácilmente esa temperatura en verano. Si necesitas piezas para el habitáculo, mira PETG, ASA o ABS, que aguantan mejor el calor.
Q: ¿Cuándo necesito cama caliente para imprimir PLA?
A: El PLA puede imprimirse sin cama caliente, pero calentarla a 40-60°C mejora la adherencia en la primera capa y reduce el riesgo de que la pieza se despegue a mitad de impresión. Si tu impresora la tiene, úsala; si no la tiene, no es bloqueante.
Q: ¿Qué pasa si dejo el filamento Nylon fuera de la caja?
A: El Nylon absorbe humedad del ambiente muy rápido. Imprimir filamento húmedo produce burbujas, hilos entre piezas y pérdida de resistencia mecánica. Guárdalo siempre sellado con desecante y, si puedes, imprímelo desde una caja seca o secador de filamento.
Q: ¿Por qué el PETG hace tantos hilos entre piezas?
A: El PETG es propenso al stringing porque fluye más que el PLA a temperaturas similares. La solución pasa por ajustar la retracción, bajar ligeramente la temperatura de boquilla y aumentar la velocidad de desplazamiento. No es igual de fácil que el PLA; tiene su propia curva de calibración.
Q: ¿Cuánto aguanta el TPU en piezas flexibles con una impresora normal?
A: Depende del extrusor. La variante más habitual, Shore 95A, puede imprimirse en muchas impresoras de escritorio, pero con extrusor Bowden hay riesgo de atascos porque el filamento se dobla dentro del tubo. Con extrusor directo el proceso es bastante más fiable y predecible.









Deja una respuesta